
EN10216-5 Ống thép không gỉ TC2 CFA
EN10216-5 Ống thép không gỉ TC2 CFA được làm từ thỏi hoặc phôi rắn được đục lỗ để tạo thành ống trống và sau đó được cán nóng, cán nguội hoặc kéo nguội.
Tổng quan
EN10216-5 Ống thép không gỉ TC2 CFA được làm từ thỏi hoặc phôi rắn được đục lỗ để tạo thành ống trống và sau đó được cán nóng, cán nguội hoặc kéo nguội. Nó có hiệu quả sản xuất cao, nhiều thông số kỹ thuật, đầu tư vào thiết bị thấp và độ bền cao. EN10216-5 Ống thép không gỉ TC2 CFA được sử dụng rộng rãi trong sản xuất các bộ phận kết cấu và cơ khí như thanh khoan dầu, trục truyền động ô tô, khung xe đạp và giàn giáo thép để xây dựng công trình.
Khi công nghệ của chúng tôi tiến bộ, chất lượng của Ống thép không gỉ EN{0}} TC2 CFA của chúng tôi tiếp tục được cải thiện. Bề mặt của nó được xử lý đặc biệt để tạo thành một lớp màng giúp bản thân ống ít bị oxy hóa hơn. Nó cũng ít bị ăn mòn và rỉ sét hơn. Nó có thành trong mịn và khả năng chống dòng chảy thấp, đảm bảo dòng chảy bình thường của môi trường bên trong ống. Sản phẩm của chúng tôi ổn định, không dễ bị biến dạng và có thể sử dụng lâu dài.
Chi tiết
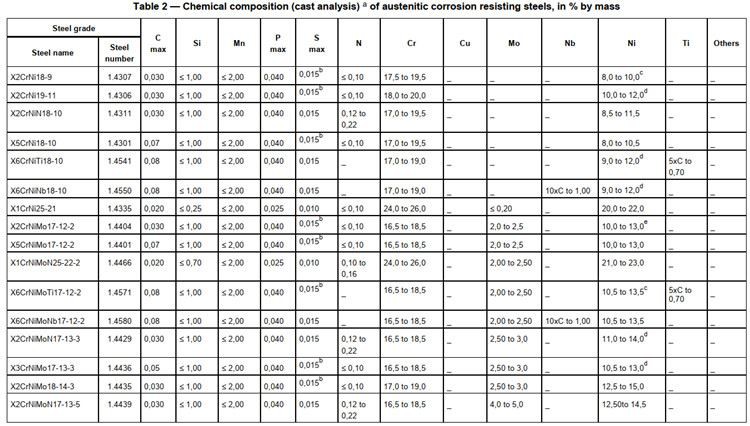
Vật liệu: 1.4301, 1.4306, 1.4401, 1.4404, 1.4833, 1.4845, 1.4571, 1.4438, 1.4541, 1.4550, 1.4539, 1.4362, 1.4462, 1.4410, 1.4501, v.v. .
Tiêu chuẩn tương tự: ASTM A213, ASME SA213, ASTM B163, ASME SB163, JIS G3463, DIN17458
Thông số kỹ thuật: OD 6,35 mm đến 508 mm; WT 0,6 mm đến 30 mm; Chiều dài tối đa 25m
TC2 cần kiểm tra UT 100% cho mỗi ống.
Chênh lệch phần còn lại giữa TC1 và TC2(Phần chính nằm trong ống thép không gỉ EN{0}} TC1 CFD)

Ống CFA có nghĩa là Ống kim loại sáng được ủ nguội hoàn thiện.
Tất cả các ống CFA phải được ủ sáng. Các điều kiện ủ và chọn giải pháp không thể được chấp nhận.
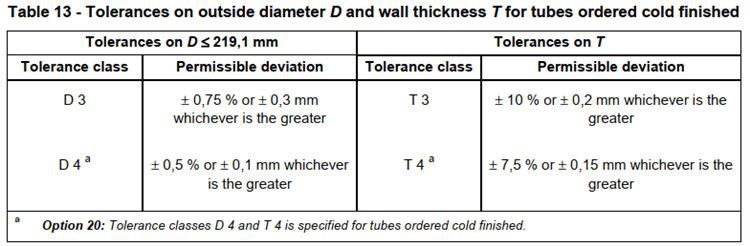
300 m ống liền mạch được làm sạch hoàn thiện nguội có đường kính ngoài 42,4 mm, độ dày thành 2,6 mm, phù hợp với phần này của EN 10216, cấp dung sai D 3 và T 3, được làm bằng thép loại 1.4301, để kiểm tra loại 2, với thử nghiệm ăn mòn giữa các hạt (EN ISO 3651-2:1998, phương pháp A), kiểm tra độ bền ở 300 độ, thử nghiệm không phá hủy để phát hiện các khuyết tật dọc và ngang, với chứng chỉ kiểm tra 3.2 trong phù hợp với EN 10204:
VÍ DỤ 300 m - Ống CFD – 42,4 X 2,6 - EN 10216-5 - 1.4301 – TC 2 - Tùy chọn 9: 300 độ – Tùy chọn 12: A – Tùy chọn
14 - Tùy chọn 15 - Tùy chọn 21: 3.2
kiểm tra NDT
Tất cả các hoạt động NDT phải được thực hiện bởi nhân viên có trình độ và năng lực cấp 1, 2 và/hoặc 3.
được người sử dụng lao động cho phép hoạt động. Trình độ chuyên môn phải phù hợp với ISO 11484 hoặc ít nhất là tương đương với tiêu chuẩn này. Nhân viên cấp 3 nên được chứng nhận theo EN ISO 9712 hoặc ít nhất là tương đương với nó. Giấy phép hoạt động do người sử dụng lao động cấp phải tuân theo quy trình bằng văn bản. Các hoạt động NDT phải được cấp phép bởi cá nhân NDT cấp 3 được người sử dụng lao động phê duyệt.
Quá trình
Các ống phải được sản xuất theo quy trình liền mạch và có thể được hoàn thiện nóng hoặc hoàn thiện nguội.
Thuật ngữ "hoàn thiện nóng" và "hoàn thiện nguội" áp dụng cho trạng thái của ống trước khi được xử lý nhiệt theo 7.2.3
Ủ dung dịch
Các điều kiện ủ dung dịch thu được trực tiếp bằng cách ép đùn và làm nguội tiếp theo với điều kiện
các đặc tính cơ học, khả năng chống ăn mòn và các đặc tính khác phù hợp với phần này của EN 10216. Tất cả các đặc tính cơ học được chỉ định phải được đáp ứng ngay cả sau lần xử lý nhiệt tham chiếu tiếp theo (ủ dung dịch).
Việc xử lý bằng dung dịch phải bao gồm việc gia nhiệt các ống một cách đồng đều đến nhiệt độ trong phạm vi cho trước đối với loại thép liên quan trong Bảng 6, 7 và 8 và làm nguội nhanh chóng.
Vật liệu (một phần)
Vẻ bề ngoài
Các ống không được có các khuyết tật bề mặt bên trong và bên ngoài có thể được phát hiện bằng cách kiểm tra bằng mắt.
Bề mặt hoàn thiện bên trong và bên ngoài của ống phải đặc trưng cho quá trình sản xuất và, nếu có, xử lý nhiệt được sử dụng. Thông thường, lớp hoàn thiện và tình trạng bề mặt phải sao cho có thể xác định được bất kỳ khuyết tật bề mặt nào cần phải xử lý.
Chỉ được phép mài mòn bằng cách mài hoặc gia công các khuyết tật bề mặt với điều kiện là sau khi thực hiện việc đó, độ dày thành ở khu vực mài mòn không nhỏ hơn độ dày thành tối thiểu đã quy định. Tất cả các khu vực được mài mòn phải hòa quyện một cách trơn tru vào đường viền của ống.
Các khuyết tật bề mặt lấn tới độ dày thành tối thiểu đã chỉ định sẽ được coi là các khuyết tật và các ống có chứa các khuyết tật này sẽ được coi là không phù hợp với phần này của EN 10216.
Độ kín rò rỉ
Các ống phải vượt qua thử nghiệm thủy tĩnh, thử nghiệm dòng điện xoáy hoặc thử nghiệm siêu âm về độ kín khít. Trừ khi có quy định, việc lựa chọn phương pháp thử là do nhà sản xuất quyết định.
Kiểm tra không phá hủy
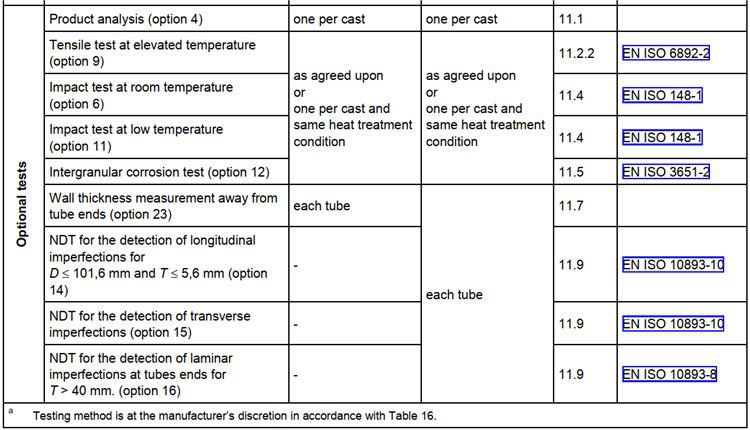
Các ống thuộc loại thử nghiệm loại 2 có đường kính ngoài lớn hơn 101,6 mm hoặc độ dày thành lớn hơn 5,6 mm phải được thử không phá hủy để phát hiện các khuyết tật dọc, theo 11.9.1.
Tùy chọn 14: Các ống thuộc loại thử nghiệm 2 có đường kính ngoài quy định nhỏ hơn hoặc bằng 101,6 mm và độ dày thành quy định nhỏ hơn hoặc bằng 5,6 mm phải được thử nghiệm không phá hủy để phát hiện các khuyết tật dọc theo 11.9.1.
Tùy chọn 15: Các ống thuộc loại thử nghiệm 2 phải được thử nghiệm không phá hủy để phát hiện các khuyết tật ngang theo 11.9.2.
Tùy chọn 16: Các ống thuộc loại thử nghiệm 2 có độ dày thành quy định lớn hơn 40 mm phải được thử nghiệm không phá hủy để phát hiện các khuyết tật tầng ở các đầu ống theo 11.9.3.
Độ thẳng
Độ lệch so với độ thẳng của bất kỳ chiều dài ống L nào không được vượt quá 0,001 5 L. Độ lệch so với độ thẳng trên bất kỳ chiều dài một mét nào không được vượt quá 3 mm.
Sức chịu đựng







Chú phổ biến: en10216-5 tc2 cfa ống thép không gỉ, Trung Quốc, nhà cung cấp, nhà sản xuất, nhà máy, bán buôn, để bán